
ما يجب أن تكون الفجوة بين المكبس والأسطوانة
محتوى
لضمان ضغط عالي في المحرك وهذا يؤثر بشكل كبير على كفاءته وقدراته الأخرى من حيث الإنتاج وسهولة التشغيل والاستهلاك المحدد ، يجب أن تكون المكابس في الأسطوانات بأقل خلوص. لكن من المستحيل تقليله إلى الصفر ، نظرًا لاختلاف درجات حرارة الأجزاء ، فإن المحرك سوف يتكدس.

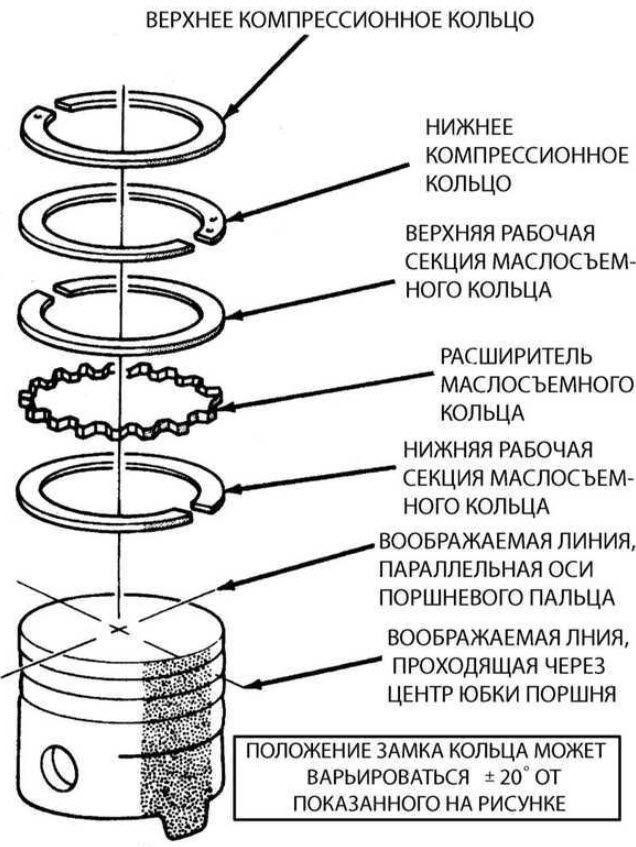
لذلك ، يتم تحديد الخلوص عن طريق الحساب والالتزام الصارم ، ويتم تحقيق الختم الضروري باستخدام حلقات الكباس الزنبركية كختم للغاز والزيت.
لماذا تتغير الفجوة بين المكبس والأسطوانة؟
يسعى مصممو السيارات جاهدين لجعل أجزاء المحرك تعمل في وضع احتكاك السوائل.
هذه طريقة لتزييت الأسطح المحتوية على الاحتكاك عندما لا يحدث التلامس المباشر للأجزاء حتى تحت الحمل الكبير ، وذلك بسبب قوة طبقة الزيت أو إمداد الزيت تحت الضغط وبمعدل التدفق المطلوب.
ليس دائمًا وليس في جميع الأوضاع يمكن الحفاظ على مثل هذه الحالة. هناك عدة عوامل تؤثر على هذا:
- تجويع الزيت ، إمداد سائل التشحيم ، كما هو الحال في محامل العمود المرفقي وأعمدة الكامات ، لا يتم إجراؤه تحت ضغط في المنطقة بين المكبس والأسطوانة ، وطرق التشحيم الأخرى لا تعطي دائمًا نتيجة ثابتة ، زيت خاص تعمل الفوهات بشكل أفضل ، ولكن لأسباب مختلفة ضعها على مضض ؛
- نمط شحذ ضعيف الصنع أو بالية على سطح الأسطوانة ، وهو مصمم لعقد فيلم الزيت ومنع اختفائه تمامًا تحت قوة حلقات المكبس ؛
- تؤدي انتهاكات نظام درجة الحرارة إلى إضعاف الفجوة الحرارية واختفاء طبقة الزيت وظهور التهديف على المكابس والأسطوانات ؛
- استخدام زيت منخفض الجودة مع انحراف في جميع الخصائص المهمة.
يبدو الأمر متناقضًا ، لكن سطح الأسطوانة يتآكل أكثر ، على الرغم من أنها عادة ما تكون مصنوعة من الحديد الزهر ، فهي عبارة عن كتلة صلبة من الحديد الزهر أو بطانات جافة ورطبة مختلفة مصبوبة في ألومنيوم الكتلة.
حتى إذا كان الغلاف مفقودًا ، فإن سطح أسطوانة الألمنيوم يخضع لمعاملة خاصة ، ويتم إنشاء طبقة من طلاء خاص مقاوم للاهتراء.
ويرجع ذلك إلى وجود ضغط أكثر ثباتًا على المكبس ، والذي ، في ظل وجود التزييت ، يكاد لا يزيل المعدن منه أثناء الحركة. لكن الأسطوانة تخضع لعمل تقريبي من حلقات الزنبرك ذات الضغط النوعي العالي بسبب منطقة التلامس الصغيرة.
بطبيعة الحال ، يتآكل المكبس أيضًا ، حتى لو حدث بمعدل أبطأ. نتيجة للتآكل الكلي لكل من أسطح الاحتكاك ، تزداد الفجوة باستمرار وبشكل غير متساو.
معايير الامتثال
في الحالة الأولية ، تكون الأسطوانة متوافقة تمامًا مع اسمها ، وهي شكل هندسي بقطر ثابت على كامل الارتفاع ودائرة في أي قسم متعامد مع المحور. ومع ذلك ، فإن المكبس له شكل أكثر تعقيدًا ، إلى جانب أنه يحتوي على إدراجات مثبتة للحرارة ، ونتيجة لذلك يتمدد بشكل غير متساو أثناء التشغيل.
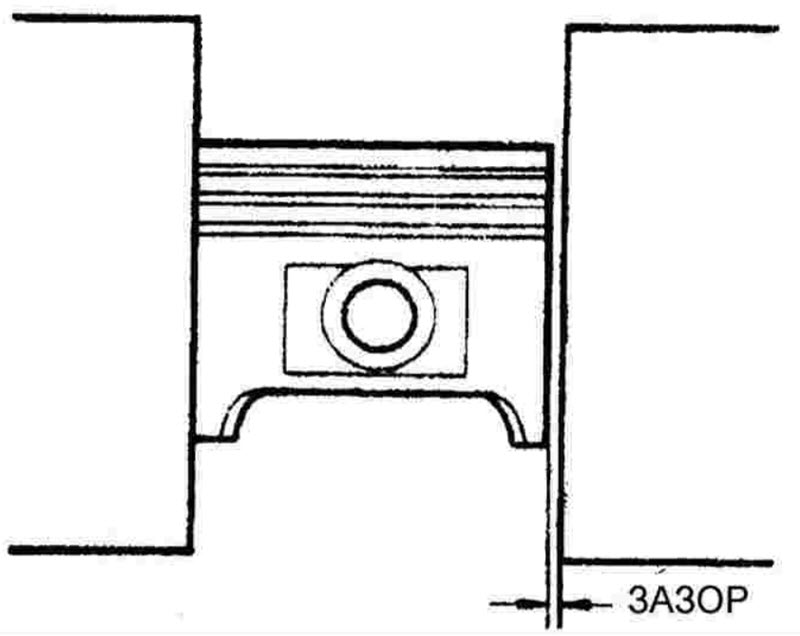
لتقييم حالة الفجوة ، يتم تحديد الفرق في أقطار المكبس في منطقة التنورة والأسطوانة في الجزء الأوسط.
من الناحية الرسمية ، يُنظر إلى أن الفجوة الحرارية يجب أن تكون بقطر من 3 إلى 5 أجزاء من المليمتر تقريبًا للأجزاء الجديدة ، ويجب ألا تتجاوز قيمتها القصوى نتيجة التآكل 15 جزءًا من المائة ، أي 0,15 مم.
بالطبع ، هذه بعض القيم المتوسطة ، وهناك العديد من المحركات وتختلف في كل من مناهج التصميم المختلفة والأبعاد الهندسية للأجزاء ، اعتمادًا على حجم العمل.
نتيجة انتهاك الفجوة
مع زيادة الفجوة ، وعادة ما يرتبط أيضًا بتدهور أداء الحلقات ، يبدأ المزيد والمزيد من الزيت في اختراق غرفة الاحتراق ويتم إنفاقه على النفايات.
من الناحية النظرية ، يجب أن يقلل هذا الضغط ، ولكن في كثير من الأحيان ، على العكس من ذلك ، يزيد ، بسبب وفرة الزيت على حلقات الضغط ، مما يؤدي إلى سد فجواتها. لكن هذا ليس لوقت طويل ، فالحلقات تفحم ، وتستلقي ، ويختفي الانضغاط تمامًا.

لن تتمكن المكابس ذات الخلوص المتزايد من العمل بشكل طبيعي وتبدأ في الخبط. يمكن سماع دق المكبس بوضوح عند التغيير ، أي في الموضع العلوي ، عندما يغير الرأس السفلي لقضيب التوصيل اتجاه حركته ، ويمر المكبس المركز الميت.
يتحرك التنورة بعيدًا عن أحد جدران الأسطوانة ويضرب ، باختيار فجوة ، الجدار المقابل بقوة. لا يمكنك الركوب بمثل هذا الرنين ، يمكن أن ينهار المكبس ، مما سيؤدي إلى كارثة للمحرك بأكمله.
كيفية التحقق من الخلوص بين المكبس والأسطوانة
للتحقق من الفجوة ، يتم استخدام معدات القياس في شكل ميكرومتر ومقياس داخلي ، هذا الزوج لديه فئة دقة تسمح لك بالاستجابة لكل مائة من المليمتر.
يقيس الميكرومتر قطر المكبس في منطقة التنورة العمودية على الإصبع. يتم تثبيت قضيب الميكرومتر بمشبك ، وبعد ذلك يتم ضبط المقياس الداخلي على الصفر أثناء وضع طرف القياس على قضيب الميكرومتر.
بعد هذا التصفير ، سيُظهر مؤشر الفرجار انحرافات عن قطر المكبس بأجزاء من المليمتر.
يتم قياس الأسطوانة في ثلاث مستويات ، الجزء العلوي ، الأوسط والسفلي ، على طول منطقة شوط المكبس. تتكرر القياسات على طول محور الإصبع وعرضه.

نتيجة لذلك ، يمكن تقييم حالة الأسطوانة بعد التآكل. الشيء الرئيسي المطلوب هو وجود مخالفات مثل "القطع الناقص" و "المخروط". الأول هو انحراف القسم عن الدائرة باتجاه الشكل البيضاوي ، والثاني هو تغيير القطر على طول المحور الرأسي.
يشير وجود انحرافات لعدة أفدنة إلى استحالة التشغيل الطبيعي للحلقات وضرورة إصلاح الأسطوانات أو استبدال الكتلة.
تميل المصانع إلى فرض مجموعة كتل بعمود مرفقي (كتلة قصيرة) على العملاء. ولكن غالبًا ما يكون الإصلاح باستخدام التجويف أرخص بكثير ، في الحالات الشديدة - باستخدام غلاف ، مع استبدال المكابس بمكابس إصلاح قياسية جديدة أو كبيرة الحجم.
حتى إذا لم تكن المحركات الجديدة ذات المكابس القياسية ، فمن الممكن تحديد الخلوص بدقة. للقيام بذلك ، يتم توزيع المكابس في مجموعات بقطر انحراف قدره مائة. يتيح لك ذلك ضبط الفجوة بدقة مثالية وضمان الأداء الأمثل للمحرك وعمره المستقبلي.
