يتم تقطيع قضبان الصلب إلى أطوال قصيرة تسمى القضبان ، ويتم تمرير كل منها عبر ملف تسخين حثي يستخدم الكهرومغناطيسية لتسخين المعدن إلى حوالي 1000 درجة مئوية.
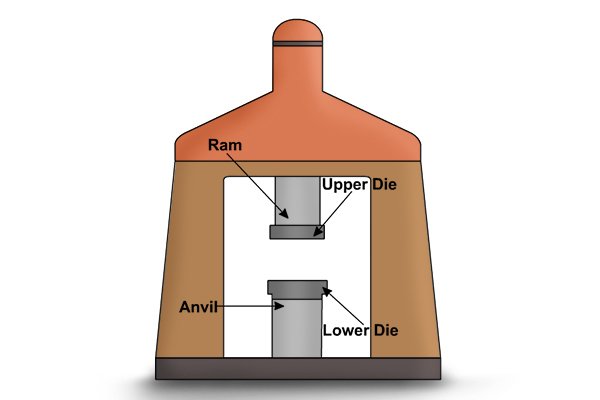
يتم وضع قطعة العمل بالتسلسل في ثلاث قوالب (تُعرف أيضًا باسم "القوالب"). يقع القالب العلوي على قطعة العمل ، مما يعطيها شكلاً. يوفر القالب الأول شكلاً تقريبيًا للمفتاح ، والثاني شكلًا مكتملًا ، والثالث يقطع المعدن الزائد من المفتاح المشكل.
يتم غرس "خط القطع" (حيث يلتقي نصفي القالب) إلى سطح أملس ، وتطبع مكبس هيدروليكي اسم الشركة المصنعة ومعلومات المنتج على سطح مفتاح الربط.
إذا كان مفتاح الربط يحتوي على رأس زاوية ، تقوم الماكينة بثني نهاية مفتاح الربط بالشكل المطلوب.
إذا كان مفتاح الربط يحتوي على حلقة أو رأس صامولة مضيئة ، فإن آلة الطحن العمودية تقطع ثقبًا في وسط الرأس ، وتكون جاهزة للتشكيل والحجم باستخدام آلة التثقيب.
الشدات الحلقية والشمعية لا تنتج عن طريق الختم. إنها مصنوعة من أنابيب فولاذية يتم تشكيلها بأدوات تشكيل تضغط على أطراف الأنبوب في مقاطع جانبية.
ثم يتم تقوية الشدات لزيادة قوة الفولاذ. التقسية هي سلسلة محددة من التسخين والتبريد ، والتي تختلف قليلاً لكل نوع من أنواع الفولاذ.
يتم إنشاء رؤوس صامولة مضيئة بعد التصلب عن طريق قطع جزء صغير من مقدمة الرأس.
تُترك مفاتيح الربط في حمام متحرك باستمرار من أحجار السيراميك والمواد الكيميائية لمدة نصف يوم لتجهيز سطح الأدوات للطلاء.
يتم طلاء بعض مفاتيح الربط بالكهرباء عن طريق الغمس في حمام يحتوي على محاليل من النيكل والكروم. تتسبب الكهرباء التي تمر عبر مفتاح الربط في التصاق الجزيئات المعدنية بالأداة ، مما يؤدي إلى تكوين طبقة رقيقة جدًا من المعدن على السطح.
يتم طلاء البعض الآخر بأكسيد أسود عن طريق الغمر في محلول كيميائي يتفاعل مع الحديد في الفولاذ لتشكيل طبقة مغنتيت تحمي الفولاذ من التآكل.
يتم أيضًا غمس مفاتيح الربط في محلول مانع للصدأ لزيادة الحماية من التآكل.
إذا كان مفتاح الربط يحتوي على مكونات متعددة ، فسيتم ربطها معًا يدويًا في كثير من الأحيان. على سبيل المثال ، يتم تثبيت المسامير لتأمين رؤوس مفاتيح ربط الرأس المرنة ، ويتم إدخال التروس البلاستيكية المصنوعة باستخدام قولبة الحقن في رؤوس مفاتيح ربط السقاطة.
تصنع المكونات المقولبة بالحقن في قالب يتم فيه حقن البلاستيك المصهور تحت الضغط. بمجرد تثبيت الجزء ، يمكن إزالته وصقله حتى يصل إلى الجزء النهائي.
يتم تصنيع مفاتيح الربط المعزولة بالكامل عن طريق وضع مفتاح الربط في قالب حقن وحقن البلاستيك المصهور في التجويف المحيط بالأداة بحيث يخرج مفتاح الربط مغطى بالبلاستيك.
أخيرًا ، يتم اختبار كل أداة للتأكد من أنها قوية بما يكفي وتفي بمعايير الشركة المصنعة.